[VIP第1年] 指数:3
[VIP第1年] 指数:3
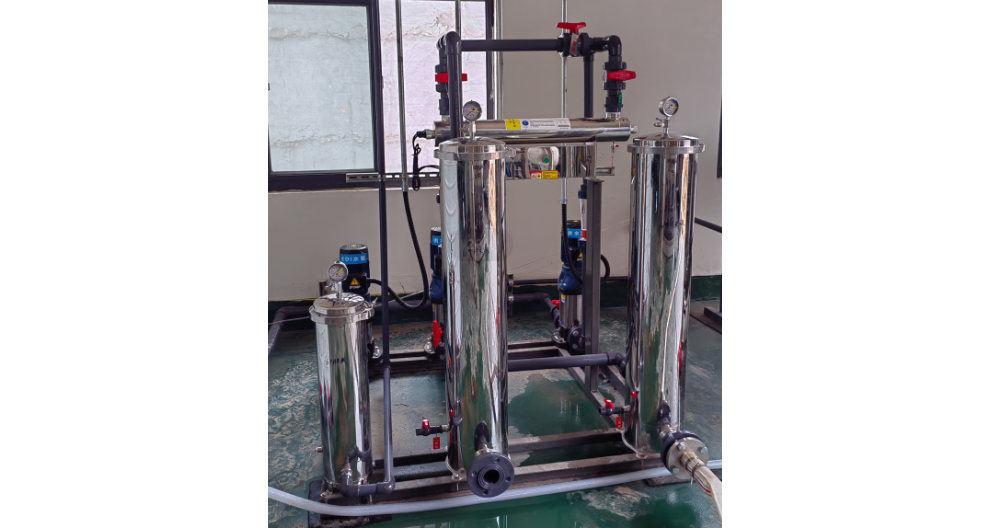
锂电池生产对水质有着极为严苛的要求,反渗透设备必须满足电阻率≥15MΩ·cm、TOC<50ppb、微粒含量<5个/ml的超纯水标准。锂电池厂RO系统通常采用三级处理工艺:预处理单元包含多介质过滤、活性炭吸附和精密过滤,可有效去除原水中的悬浮物、余氯和胶体;主RO系统采用抗污染复合膜元件,脱盐率稳定在99%以上;后级处理则配置混床离子交换或EDI电去离子装置。为应对锂电池生产中的特殊需求,系统还集成了多项创新设计:采用316L不锈钢管路防止金属离子析出污染;配置氮气保护装置避免膜元件氧化;安装在线TOC分析仪实时监测有机物含量。在正极材料制备环节,RO产水还需经过紫外氧化处理,确保水中微生物含量<1CFU/100ml。某有名 锂电池厂商的实践表明,优化后的RO系统可使电池隔膜清洗水的钠离子含量控制在0.1ppb以下,明显 提升电池循环寿命。进水ORP值需控制在<200mV,避免氧化剂损伤膜材料。新疆工厂反渗透设备销售公司

反渗透(ReverseOsmosis,RO)是一种高效的水纯化技术,其主要 在于利用半透膜的选择性分离作用。在自然渗透现象中,水分子会从低浓度溶液向高浓度溶液自发迁移,而反渗透则通过施加外部压力(通常为10-70bar)逆转这一过程,迫使水分子从高浓度侧(原水)穿过膜进入低浓度侧(纯水),同时截留溶解盐、有机物、细菌和病毒等杂质。反渗透膜的孔径极小(约0.1纳米),可去除水中90%-99%的离子、胶体和微生物,产水电阻率可达1-18MΩ·cm,满足实验室高纯水需求。现代实验室RO系统通常采用螺旋卷式膜组件,其结构紧凑且能提供较大的有效过滤面积。为了提高效率并减少膜污染,设备通常配备预处理装置,如活性炭吸附(去除余氯和有机物)、精密过滤(去除颗粒物)或软化装置(降低硬度)。此外,部分高级 系统采用抗污染复合膜材料,结合错流过滤技术,减少浓差极化现象,延长膜的使用寿命。这些技术使得RO设备成为实验室超纯水制备的关键环节,广泛应用于分子生物学、制药、环境检测等领域。新疆工厂反渗透设备销售公司反渗透设备与纳滤组合可选择性分离二价离子。
医疗反渗透设备的运维直接关系到患者安全,因此需建立严格的管理体系。日常维护包括定期更换预处理滤芯(每1-3个月)、监测RO膜性能(每月检测脱盐率),以及化学清洗膜组件(每6-12个月)以恢复通量。对于血透中心等关键部门,还需每日检测产水细菌总数含量,并保留记录以备审查。此外,系统设计需避免死水区,例如采用循环管路或定期排放stagnantwater,防止微生物繁殖。常见问题如产水水质下降(膜老化或密封失效)或水量不足(泵压故障),可通过定期校准传感器和更换耗材预防。部分医院采用集中式供水系统,为全院供应反渗透水,此时需分区监控并定期消毒管网,确保终端水质符合标准。
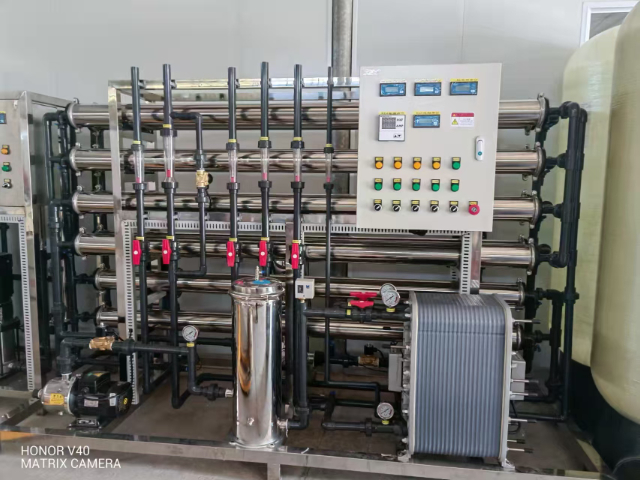
在锂电池制造全流程中,反渗透设备提供的超纯水发挥着不可替代的作用。在电极浆料制备阶段,RO产水用于活性物质的分散和粘结剂溶解,水质不达标会导致浆料粘度异常;隔膜清洗工序要求水中金属离子含量极低,否则会引发电池微短路;电解液配制更需要TOC<10ppb的超纯水,避免有机物影响电解液稳定性。相比传统纯水制备工艺,现代RO系统可使锂电池生产用水成本降低40%,废水回用率提升至85%以上。某动力电池工厂的数据显示,采用双级RO+EDI系统后,电池自放电率下降30%,能量密度提高5%。特别值得注意的是,在固态电池研发中,RO设备还需满足特殊要求:产水需经过0.05μm超滤进一步去除纳米级颗粒,且系统要具备快速启停功能以适应研发线的不连续用水特点。随着锂电池能量密度要求的不断提高,RO产水质量已成为影响电池性能的关键参数之一。设备安装需保持环境温度5-45℃,避免阳光直射影响膜性能。

无尘车间反渗透设备是基于半透膜分离技术的高效水处理系统,其主要 工作原理是通过施加15-60bar的高压,迫使水分子逆渗透压穿过0.1纳米孔径的复合聚酰胺膜,从而截留99.7%以上的溶解盐、胶体、微生物和有机物。这类设备通常采用三级处理架构:预处理系统(包括多介质过滤器、活性炭吸附和5μm精密过滤)、RO主机(配备螺旋卷式膜元件)和后处理单元(混床或EDI电去离子)。为确保无尘车间的特殊要求,系统会集成氮气保护装置防止膜元件氧化,并采用316L不锈钢管路避免金属离子析出.还引入了错流过滤技术,通过控制浓水流速将膜污染风险降低40%以上。在半导体制造等超纯水应用中,系统会配置双级RO+EDI的复合工艺,使产水电阻率稳定达到18.2MΩ·cm,TOC含量控制在5ppb以下。预处理石英砂过滤器能有效降低浊度,保护RO膜不受颗粒损伤。河南反渗透设备销售公司
操作人员需佩戴防护手套,避免接触化学清洗药剂。新疆工厂反渗透设备销售公司
当前反渗透设备已渗透至30余个工业领域,形成千亿级市场规模。在电力行业,600MW以上火电机组全部配备RO系统,确保锅炉补给水的二氧化硅含量<0.02mg/L;电子半导体工厂依赖"RO+EDI"组合工艺产出18.2MΩ·cm的超纯水;医疗领域血透用水需经双级RO处理。市政供水方面,新加坡NEWater项目通过RO技术将污水回收率提升至40%,而中东地区90%的海水淡化厂采用"SWRO+能量回收"技术,吨水成本已降至0.5美元。值得注意的是,家用RO设备近五年复合增长率达18%,纳滤(NF)与RO组合技术有效解决了传统RO过度过滤导致的健康争议。根据GWI统计,2023年全球RO膜销售额突破50亿美元,中国企业的市场份额从2015年的12%增长至35%,技术迭代正在重塑行业格局。新疆工厂反渗透设备销售公司
文章来源地址: http://huanbao.wwwjgsb.chanpin818.com/ysclsb/fstsb/deta_27324996.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。